西安威科多机电设备有限公司

吐丝机的结构及布置方式991
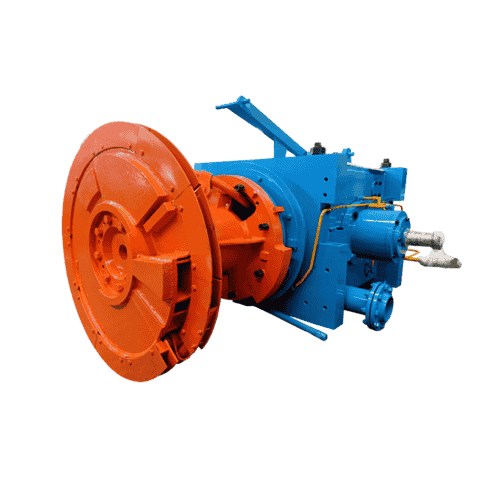
来源:中国长材轧制技术与装备 早期的吐丝机为立式的布圈器,线材进入布圈器后向下成圈,散落在风冷辊道上。成圈器工作速度较慢,只能满足轧制速度在30m/ s 以下的线材轧制的需要。由于轧制速度不断提高,老式布圈器已经无法满足较高轧制速度的要求,于是卧式吐丝机应运而生。卧式吐丝机的倾角最早为5或10°,主流的卧式吐丝机包括摩根、达涅利、德马克、西马克、阿希洛、波米尼等机型,设计速度也从最早的40m/s跃升至目前的140m/s。随着轧制速度的加快,吐丝机倾角也不断加大,由最初的5°、10°逐渐发展为当的15°、20°。卧式吐丝机向下的倾斜角度是为了保证吐丝机与风冷辊道的对接过渡。吐丝机工作主轴上装有空间螺旋曲线形状的吐丝管,吐丝管随吐丝机主轴高速旋转。线材进入吐丝机内部并进入吐丝管在吐丝管内壁的摩擦阻力作用下降速并弯曲成圈,通过旋转的吐丝管沿着圆周切线方向吐出形成线圈,并由吐丝盘将形成圆圈的线材推向前方。 吐丝机由传动齿轮、空心轴、吐丝锥、吐丝管、吐丝盘和轴承座箱体组成,依靠螺旋锥齿轮进行垂直传动,一般为单级增速或等速齿轮。电机通过齿轮传动空心轴旋转,旋转的速度取决于轧制速度。输入轴的轴向与轧制线垂直,输出轴的轴向与轧制线方向相同。吐丝机的输入轴为齿轮传动,输出轴齿轮位于两轴承之间,但吐丝机空心轴前端连接有质量较大的吐丝锥,悬臂支撑于吐丝机箱体外。吐丝机的这种结构形式及其较高的工作转速,对吐丝机设备零件的制造和装配精度,以及动平衡调整精度提出了较高要求。目前吐丝机轴系转子和整机的动平衡要求精度等级为IS0标准G13.4级,配重方式为选择在吐丝头上两个平面增加配重块。 吐丝机空心轴一般由两盘角接触球轴承对轴向定位,浮动端用一个盘圆柱辊子轴承支撑径向受力,而传动齿轮位于空心轴上靠近轴向定位轴承一端。这样设计的目的是尽量减少空心轴工作时因为受热发生膨胀而引起齿轮间隙的变化,进而影响传动效果。 近些年国内装备制造水平不断提升,加工制造能力不断增强,因此国产吐丝机设备无论从原材料质量、热处理技术还是机械加工精度都有了显著提高,产品质量及可靠性都有明显改善。目前国产主流吐丝机机型是经过引进、消化、吸收再创新的全国产化吐丝机机型,该机型具有刚度高、悬臂质量小、运转振动小等特点,保证工作速度可达到105m/s以上。 目前,我公司吐丝机主要分为5个机型,分别为90米吐丝机、135米吐丝机、140米吐丝机、摩根六代吐丝机以及油膜轴承吐丝机。 上一篇飞剪的功能与分类(1)
文章分类:
轧机资讯
|